Die MicroStep® Group beschäftigt sich seit über 20 Jahren mit der Entwicklung und Fertigung von CNCBearbeitungszentren zur Trennung von Flachblechen, aber auch geometrischen Werkstücken mit den Schneidverfahren Plasma, Autogen, Wasserstrahl und Laser. Neben Standard 2D-Schnitten können Werkstücke flexibel mit V-, Y- und K-Fasen aber auch variablen Fasen, die für eine Vielzahl an Schweißverfahren notwendig sind, versehen werden.
Die Anwendungsbereiche dieser
Schneidsysteme sind außergewöhnlich breit gefächert und decken unter anderem die Fertigung von Rohrkonstruktionen und Rohrleitungen für Wirtschaftssektoren wie den Schiffsbau, die Bau- und Automobilindustrie, die Energieversorger sowie die Herstellung von Behältern und Apparaten für die Chemieindustrie ab. Die Bedeutung dieser 3D-Plasmaschneidsysteme wächst immer schneller, da sie einen erheblichen Teil zur Steigerung der Produktivität beitragen und gleichzeitig den konventionellen, mechanischen, oftmals langsamen Bearbeitungsverfahren den Rang ablaufen. Neben der eigentlichen Schneidtechnologie können diese CNC-Bearbeitungszentren auch mit zusätzlichen Hilfs-Technologien wie Markieren, Bohren, Gewinden und Senken ausgestattet werden, welche ebenfalls die Produktivität und Fertigungstiefe der Anlage deutlich steigern. Speziell für diese anspruchsvollen Schneidaufgaben bietet MicroStep® die MG Maschinenbaureihe an – eine Multifunktionsanlage, die für den dauerhaften Einsatz in der Industrie entwickelt wurde und selbst höchste Anforderungen an Produktivität, Präzision und Bedienbarkeit erfüllt. Serienmäßig verfügt die Schneidanlage über Lineartechnik an allen Achsen, schrägverzahnte Antriebe und ein extrem massives Stahlportal. In Puncto Vielseitigkeit lässt sich die MG Baureihe mit einer Vielzahl an Technologien konfigurieren: 2DSchneiden, Fasenschneiden, Rohr- & Profilbearbeitung, Behälterbodenbearbeitung, Bohren, Gewinden, Senken sowie Technologien zum Beschriften und Scannen. Ein Teil dieser Erweiterungsmöglichkeiten ist auch der endlosdrehende Fasen-Schneidkopf – der MicroStep® R5 Rotator. Ergänzend zum hochwertigen Maschinenkonzept liefert MicroStep® auch steuerungstechnisch ein ausgereiftes und einzigartiges Paket an Assistenz-Systemen, welche das Plasmaschneiden prozesssicherer, intuitiver und im Ganzen ein wenig intelligenter machen:
Automatische Kalibration der Werkzeuggeometrie – ACTG
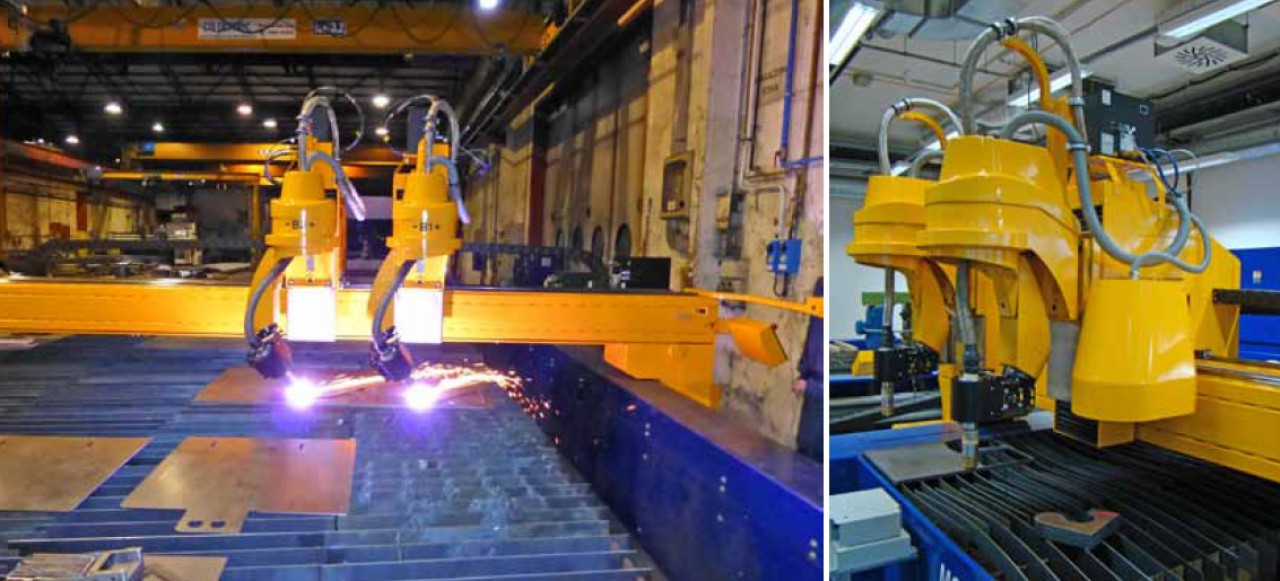 links CNC-Schneidanlage der MG Baureihe mit zwei Rotatorköpfen und automatischer Kalibriereinheit.
links CNC-Schneidanlage der MG Baureihe mit zwei Rotatorköpfen und automatischer Kalibriereinheit.
rechts Abbildung B: CNC-Schneidanlage der MG Baureihe mit Messperipherie für das ABP.Um auch im Mehrschichtbetrieb eine möglichst hohe Genauigkeit und Maßhaltigkeit zu erzielen, verfügen alle mit dem
R5 Rotator ausgerüsteten Anlagen der MG Baureihe über eine automatische Kalibriereinheit. Diese Einheit senkt die mechanischen Ungenauigkeiten bei der Einstellung des Schneidkopfes auf ein Minimum und stellt sicher, dass die Brennerspitze beim Drehen und Neigen des Rotators in einer idealen Position ist. Das gesamte System besteht aus einer Kalibrierstation, einem Messaufsatz für den Plasmabrenner und einem, in der Steuerung integrierten, Kalibrierprogramm.
Die Kalibrierstation misst dabei mithilfe des Messaufsatzes am Schneidkopf die genauen Endpunkte des Brenners bei unterschiedlichen Neigungen und Rotationen (X-, Y- und Z-Koordinaten). Auf Basis der gemessenen Werte erstellt die Steuerung eine Tabelle mit erforderlichen Korrekturwerten, welche beim darauffolgenden Schneidprozess angewendet, bzw. bei der Interpolation umgesetzt werden. Im Grunde genommen ist das ein autodidaktischer Prozess. Im Falle, dass die Anlage mit zwei Rotatoren ausgestattet ist, wird der Support für den zweiten Rotator um eine zusätzliche, kurze Hilfsachse x2 erweitert. Korrekturen für diesen zweiten Rotator werden somit über die Hilfsachse realisiert. Beide Rotatoren werden in einer Kalibrierstation kalibriert, wobei ein Teil des Kalibrierprozesses auch aus der genauen Synchronisation der Koordinaten beider Rotatoren besteht. Das automatische Kalibriersystem stellt eine neue Güte in der Technologie des Fasenschneidens dar. Es verbessert signifikant die Präzision und Maßhaltigkeit des Schneidprozesses, macht langwierige mechanische Einstellarbeiten überflüssig und steigert erheblich die Produktivität der Anlage.
Adaptive Höhensteuerung – ATHC
Um eine möglichst hohe Präzision am geschnittenen Bauteil zu erreichen, ist es wichtig, den Abstand von der Brennerspitze zur Oberfläche des zu bearbeitenden Materials exakt zu halten. Die sogenannte Schneidhöhe wird dabei über die Lichtbogenspannung gemessen. Diese zwar einfach zu messende Spannung ist aber neben der Entfernung auch von Faktoren wie dem Neigungswinkel des Brenners zum Material, dem Schneidstrom, dem Durchfluss der Plasmagase und Weiterem abhängig. Um die Schneidhöhe präzise steuern zu können, hat MicroStep® ein intelligentes Verfahren entwickelt, welches die Lichtbogenspannung während des Schneidvorgangs adaptiv in die vorher festgelegten Steuerungsparameter einbindet und sie intelligent in einen einwandfreien Schnitt umsetzt.
 Abbildung A: Unterschiedliche Schnittfugen beim Schneiden von 20 mm Baustahl mit 260 A und Neigungswinkeln von 15°, 30° sowie 45° – Der Querschnitt wurde mit Wasserstrahl erstellt.
Abbildung A: Unterschiedliche Schnittfugen beim Schneiden von 20 mm Baustahl mit 260 A und Neigungswinkeln von 15°, 30° sowie 45° – Der Querschnitt wurde mit Wasserstrahl erstellt.Dabei misst bei Programmstart das in der Brennerhalterung integrierte Messsystem zuerst die Position des Materials. Mithilfe der 3-Punkt-Messung wird zusätzlich die genaue Ebene im dreidimensionalen Raum ermittelt, auf der sich der Anschnitt befindet. Daraufhin beginnt der Schneidprozess auf der errechneten Bahnkurve (Idealhöhe). Sobald sich nach dem Anschnitt alle Parameter im Lichtbogen eingependelt haben, beginnt die Steuerung die Lichtbogenspannung zu messen und geht automatisch in den Modus der adaptiven Höhensteuerung über. Selbstverständlich ist dieser Prozess beim Fasenschneiden (auch variable Fasen) wesentlich komplexer. Alle Messpunkte für die adaptive Höhensteuerung – ATHC werden automatisch beim Erstellen der Schneidpläne von der MicroStep ® CAM-Software generiert.

Adaptive Fasenwinkel- Kompensation – ABC
Neben den oben erwähnten Faktoren, wird die Präzision der geschnittenen Werkstücke auch maßgeblich durch die Ausbildung der Schnittfuge, welche beim Schneiden mit dem Plasmalichtbogen entsteht, beeinflusst. Für eine bessere Veranschaulichung wird in Abb. A die Form der Schnittfuge bei einer Stromstärke von 260 A, mit unterschiedlichen Neigungswinkeln gezeigt (15°, 30° und 45°). Wie man in Abb. A erkennen kann, sind die Fasenwinkel auf beiden Seiten der Schnittfuge nicht identisch. Dies liegt einerseits an der Form des Lichtbogens, welche nicht ganz der idealen zylindrischen Form entspricht und andererseits am Austrag größerer Materialmengen an der negativen Fase als auf der positiven. Gleichzeitig kommt es zur Schlackebildung und dadurch zur Abrundung der oberen Kante der negativen Fase, im Gegensatz zur unteren Kante der positiven Fase, welche scharf bleibt. Dies führt zur Notwendigkeit weiterer Korrekturen – einerseits am Neigungswinkel des Brenners und andererseits am Maß des Werkstücks, und zwar so, dass das fertig geschnittene Teil exakt die gewünschten Maße hat. Diese Korrekturen sind entsprechend unterschiedlich, wenn es sich um die Konturen des positiven bzw. des negativen Werkstücks handelt. Wobei beide durch den Neigungswinkel des Brenners sowie der Stärke des Schneidstroms beeinflusst werden. Um Abweichungen, die durch die „natürliche Beschaffenheit des Plasmalichtbogens“ entstehen, zu minimieren, verfügen alle mit einem MicroStep® R5 Rotator ausgestatteten Schneidanlagen serienmäßig über die Adaptive Fasenwinkel- Kompensation – ABC (Adaptive Bevel Compensation). Dieses Korrektursystem sorgt gemeinsam mit dem oben beschriebenen Automatischen Kalibriersystem (ACTG) und der Adaptiven Höhensteuerung (ATCH) dafür, die Präzision und Maßhaltigkeit des Fasenschneidens mit Plasma zu erhöhen.
 Kombinierte Plasmaschneidanlage der MG Baureihe mit einer Fläche von 12 x 3 m für den Flachbett-Zuschnitt und einem Bereich für die automatische Bearbeitung von Behälterböden (Lebensmittelindustrie) im vorderen Teil der Anlage.
Kombinierte Plasmaschneidanlage der MG Baureihe mit einer Fläche von 12 x 3 m für den Flachbett-Zuschnitt und einem Bereich für die automatische Bearbeitung von Behälterböden (Lebensmittelindustrie) im vorderen Teil der Anlage. Werkstücke, die mit einer CNCPlasmaschneidanlage der MG Baureihe geschnitten wurden.
Werkstücke, die mit einer CNCPlasmaschneidanlage der MG Baureihe geschnitten wurden.Nachträgliche Fasenanarbeitung – ABP
Diese Funktion ermöglicht es an 2Dgeschnittenen Werkstücken, deren Materialstärke ein direktes Anfasen nicht mehr ermöglicht, nachträglich Schweißnahtvorbereitungen anzubringen. Die maximal zu schneidende Materialstärke ist von der effektiven Länge des Plasmalichtbogens der genutzten Stromquelle abhängig. Wenn also eine Stromquelle einen Senkrechten Schnitt bis bspw. 50 mm ermöglicht, können Fasen mit 45° nur bis zu einer Materialstärke von 35 mm aus der vollen Platte geschnitten werden (Faktor ca. 0,7). Beim nachträglichen Fasen (ABP) sprechen wir also von K- und Y-Fasen, bei denen die effektive Länge des Plasmalichtbogens die Schnitte auch ermöglicht.
Für die nachtägliche Fasenanarbeitung –
ABP kann die MG Baureihe in Kombination mit dem R5 Rotator optional um einen Laser-Linienscanner (siehe Abb. B) erweitert werden. Dieser ermittelt automatisch die genaue Position des Teils auf dem Schneidtisch. Anhand der Messwerte setzt die Steuerung den Startpunkt auf die tatsächliche Position des Werkstücks und richtet auch den Schneidplan an dessen Drehung aus. Der Bediener startet lediglich das zu schneidende Programm. Bei K-Fasen wird das Werkstück anschließend umgedreht und der Prozess wiederholt. Die Höhensteuerung erfolgt dabei identisch wie beim direkten Fasenschneiden. Das ABP steigert erheblich den Mehrwert und Nutzen einer MicroStep ® CNC-Schneidanlage. Um eine hohe Präzision zu erreichen, wird der Scanner ebenfalls an der ACTG Kalibrierstation kalibriert. Das Ergebnis ist eine perfekt synchronisierte Aufstellung von Scanner und Rotator.
Neben dem Fasenschneiden von Flachblechen ermöglicht die MG Baureihe auch den Zuschnitt unzähliger geometrischer Formen wie Rohre und Profile unterschiedlichster Querschnitte, Behälterböden, usw. Die Anpassung auf spezielle Schneidaufgaben erfolgt dabei ganz nach den individuellen Bedürfnissen des Kunden. Seit mehr als 20 Jahren entwickelt und fertigt die MicroStep Group CNC-Schneidsysteme im Bereich Plasma, Autogen, Wasserstrahl und Laser. Dabei vertrauen insgesamt mehr als 1.600 Unternehmen in über 50 Ländern weltweit auf die Innovationskraft von MicroStep Produkten. Etwa 35 % der Produktion bilden dabei speziell entwickelte, kundenorientierte Lösungen.
Magazine: x-technik Blechtechnik 4.Oktober 2013 www.blech-technik.at 


